|
Product Details:
|
| Condition: | New | Powder Condition: | 380V/50HZ Or Customized |
|---|---|---|---|
| Capacity: | 150-220kg/h Or Customized | Pipe Diameters: | 20-110mm Or Customized |
| Suitable Materials: | HDPE PPR LDPE LLDPE | ||
| Highlight: | Plastic PPR Pipe Production Line 20mm,PPR Pipe Production Line 110mm,110mm PPR Pipe Extruder Machine |
||
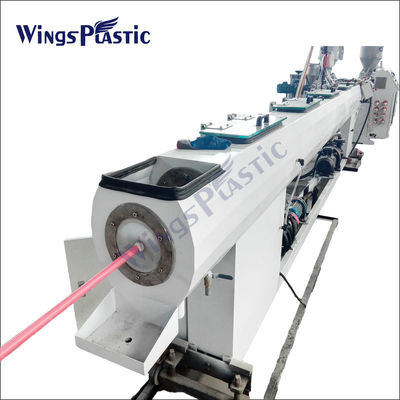
Plastic PPR Pipe Extruder Machine Production Line
Production Flow:
Raw materials+color masterbatch → mixing → vacuum feeding → raw material drying → single screw extruder → color wire extruder → spiral mold → sizing sleeve → spray vacuum shaping box → spray cooling water tank → spray coding machine → track traction machine → finished product inspection and packaging.
How to solve problems encountered in the production process of PPR pipes
1. The presence of burnt marks on the surface of the tube may be due to excessive temperature on the body or nose; The machine head and filter are not cleaned thoroughly; Impurities in the granular material; Poor thermal stability of raw materials or insufficient dosage of thermal stability; The temperature control instrument is malfunctioning.
2. The black stripes on the surface of the pipe may be due to high head temperature and the filter not being cleaned thoroughly.
3. The lack of gloss on the surface of the pipe may be due to low or high mold temperature.
4. The wrinkles on the surface of the pipe may be due to uneven temperature around the mold; The cooling water is too hot; The traction is too slow.
5. The roughness of the inner wall of the pipe may be due to the low temperature of the core rod; The body temperature is too low; The screw temperature is too high.
6. Cracks on the inner wall of the pipe may be due to impurities in the material; The temperature of the core rod is too low; Low body temperature; The traction speed is too fast.
7. The inner wall of the pipe may have unevenness, which may result in excessively high screw temperature; The screw speed is too fast.
8. There may be bubbles on the inner wall of the pipe, which may have become damp.
9. Uneven thickness of the pipe wall may result in the mouth mold and core mold not being aligned; Uneven head temperature; Unstable traction; Compressed air is unstable.
10. Pipe bending may result in uneven wall thickness; Uneven temperature around the machine head; The cooling groove of the machine head and the traction cutting center are not aligned; The holes at both ends of the cooling groove are not concentric.
11. The product may become brittle due to insufficient plasticization of the body; The screw speed is too fast; The head temperature is too low; The resin viscosity is too high.
12. Large longitudinal or transverse shrinkage of the pipe may result in a large radial difference between the diameter of the sizing sleeve and the inner diameter of the die (transverse); The traction speed is too high (longitudinal).
13. Sudden slow discharge may result in high temperature in the screw feeding section; Water ingress into the fuselage; The pressure of the melt in the machine head is low.
![]()

Machinery Basic Informations:
| Extruder Size | Main Motor | Max Capacity | Pipe Diamter |
| 65/33 | 37kw | 150kg/h | 16-63mm |
| 65/33-H | 45kw | 180kg/h | 16-63mm |
| 65/33-H | 55kw | 200kg/h | 20-110mm |
![]()
Contact Person: Mr. Wang
Tel: +86 15092066953
Fax: 86--532-87252290


 English
English